ТРИЗ[71]
Одной из сильнейших инженерных техник ХХ столетия является ТРИЗ — теория решения изобретательских задач, созданная Г.С.Альтшуллером в 1960-е гг.
Основой ТРИЗа является АРИЗ — алгоритм решения изобретательских задач, основанный на методе преобразования противоречий, и вепольный анализ, позволяющий работать обобщенными методами с обобщенными противоречиями:-)[72].
Простейший (и, вероятно, лучший, поскольку в инженерии и в физике лучше всего работают простые модели:-) алгоритм был предложен Генрихом Альтшуллером в 1961 году[73]:
I. Аналитическая стадия
1. Поставить задачу.
2. Представить себе идеальный конечный результат.
3. Определить, что именно мешает достижению этого результата — то есть, найти противоречие.
Это — сложная и интересная творческая работа, являющая собой, по сути, методологическую проблематизацию технической задачи :-). Как правило, в исходном техническом задании или в исходной инженерной задаче не содержится ясных представлений о структурообразующем противоречии. В самом лучшем случае оно существует в административной форме: я хочу…, но у меня не получается… Инженер-ТРИЗовец обязан отыскать это противоречие, перевести его в техническую или, еще лучше, в физическую форму и предельно усилить.
Именно ТРИЗ в наиболее жестком виде заявляет и использует стратегическую формулу:
Компромисс хуже любой из альтернатив!
4. Определить, почему мешает — найти причину противоречия.
5. Определить, при каких условиях не мешало бы, то есть, найти условия, при которых противоречие снимается.
Такое действие носит название «разделения противоречия». Стороны противоречия могут быть разделены во времени, в пространстве, в функциональном пространстве, иногда — в административном пространстве.
Речь идет, по сути, о технологическом аналоге решения дифференциальных уравнений с разделяющимися переменными. К сожалению, как и в теории дифференциальных уравнений не все переменные можно разделить:-(. Здесь и необходим вепольный анализ.
Простейший веполь состоит из двух элементов — веществ и поля их взаимодействия:
«Поле» подразумевает не только физические поля, но и любое взаимодействие: тепловое, акустическое, механическое и т. п. вплоть до запахового, административного и социального. Под «веществом» понимается любой элемент, участвующий в задаче.
Суть метода состоит в разложении целого на три компонента, причем два из них относятся к одному классу явлений, а третий — к другому.
Понятно, что веполи можно преобразовывать теми же способами, которыми преобразуются противоречия. В теории развития технических систем или в модели техноэволюции было бы сказано «веполи преобразовываются». Можно переходить к двойным и кратным веполям, цепным веполям, можно разрушать паразитные веполи, можно строить комплексные веполи, соединяя два вещества (В1В2) или два поля (П1П2) и т. д. Существует целые таблицы таких преобразований, но, в действительности, каждый может построить для себя соответствующий системный оператор, который, раскрываясь, предложит все нужные для данной задачи стандарты вепольного анализа. Впрочем, как правило, противоречие само показывает, как его нужно преобразовывать:-).
II. Оперативная стадия.
1-4. Проверка возможности изменений самого объекта, внешней среды и соседних объектов (далее в алгоритме следуют перечни возможных изменений).
5. Исследование прообразов из других отраслей техники (поставить вопрос: как данное противоречие устраняется в других отраслях техники?).
6. Возвращение (в случае непригодности всех рассмотренных приёмов) к исходной задаче и расширение её условий, то есть переход к другой, более общей задаче (смотри главу 2: инструменты мышления — используется оператор ТРИЗа, задача рассматривается для надсистемы и подсистемы, в настоящем, прошлом и будущем).
III. Синтетическая стадия.
1-3. Внесение изменений в объекты или методы их использования.
4. Проверка применимости найденного принципа изобретения к решению других технических задач.
В дальнейшем из шага «постановка задачи» развилась техника функционально-идеального моделирования, известная также в системной инженерии. Функционально-идеальное моделирование — своеобразный синтез законов развития технических систем (в формулировке Альтшуллера или в логике техногенетики) и функционально стоимостного анализа. Резко расширилось — и затем было стандартизировано — пространство работы с противоречиями.
В результате ТРИЗ потерял компактность и наглядность, распался на, собственно, логику ТРИЗа и ряд практических моделей. В некоторых работах число вепольных стандартов доведено до шестисот :-). В результате настала необходимость сложной и творческой работой «свернуть» все эти модели в единую теорию: «Разработка инвариантной логики АРИЗ есть генеральная тенденция развития АРИЗ. Алгоритм должен полностью завершить процесс освобождения от частных операторов. Частным операторам (стандартам и т. п.) предстоит полный выход из АРИЗ, оформление в самостоятельные инструменты, путь собственного развития и свёртывание как частные тенденции развития АРИЗ». Либо же — произвести «реформацию» и вернуться к исходной модели Альтшуллера, что и проще, и естественнее.
Бионика
Бионика — на Западе биомиметика — есть соединение инженерии с биологией. Речь идет об использовании в технических системах «патентов природы». Иногда это получается очень удачно: швейцарский инженер Жорж де Местрель создал «липучку», используя «наработки» растения репейник.
Жорж де Местрель
Родился в 1907 году, умер в 1990 г. Происходил из старинной и знатной семьи кантона Во, родился в замке Сан-Сафорен сюр Морж, владельцем которого был его отец, инженер-агроном Альберт-Жорж-Константин де Местраль.
Первый свой патент он получил в 12 лет — за конструкцию игрушечного самолета. Затем он подал изобретательские патенты на гигрометр и нож для спаржи. В 1930 году он закончил Федеральную политехническую школу Лозанны (EPFL) и приступил к своей первой работе, в инжиниринговой компании.
В один из дней 1948 г. изобретатель Жорж де Мистраль, живший в Швейцарских Альпах, отправился на прогулку в горы со своей собакой. Домой они вернулись покрытые с ног до головы репейниками. Сначала раздосадованный Жорж начал чистить одежду, а потом в нем проснулось любопытство, его заинтриговало, каким образом репейник так цепко держится за одежду.
Поместив растение под микроскоп, Жорж увидел маленькие крючки, которые цеплялись за петельки в ткани одежды. Так родилась идея застежки-«липучки». Однако наладить коммерческое производство липучей ленты оказалось делом непростым.
Де Местраль отправился в Лион, чтобы представить свою идею специалистам-текстильщикам. Те только посмеялись над ним.
Но нашелся один ткач, который заинтересовался открытием де Местраля. Они начали работать вместе и вскоре изготовили работоспособный прототип застежки.
Затем де Местраль нашел в Швейцарии производителя ткацких станков, который сначала согласился изготовлять их продукт, но затем быстро отказался от этой затеи, поскольку процесс оказался слишком трудоемким.
Де Местраль остался в одиночестве. Несколько месяцев он продолжал эксперименты, но решение не приходило. От него отвернулись все, кто ранее поддержал его. Отчаявшись, де Местраль уединился в горной хижине, чтобы в полном покое продолжать обдумывать проблему.
Вернувшись из добровольного заточения, он созвонился со своим другом-ткачом и предложил ему обсудить новый придуманный им подход. Вдвоем они сделали специальный станок, оказавшийся удачным решением. Затем нашли инвестора, согласившегося финансировать их предприятие.
Де Местраль запатентовал новую застежку в 1955 г., назвав ее «Велькро» (от французских слов velvet — бархат и crochet — крючок), а уже к 1959 г. годовой объем продаж «липучки» достиг 60 миллионов метров.
2000 году годовая выручка компании составила 250 миллионов долларов и работали в ней 3300 человек.
Сегодня замок Сан-Сафорен сюр Морж принадлежит двум сыновьям де Местраля, Жоржу и Франсуа. А лента для застежки велкро — всему человечеству. Зато авеню имени Жоржа де Местраля в швейцарском городке Коммюньи под Лозанной, где долгое время прожил инженер, напоминает прохожим, что долетевший до Луны материал был изобретен одним из местных обитателей.
Когда в одном из интервью де Местраля предложили дать совет бизнесменам, он пошутил: «Если кто-то из ваших сотрудников просит двухнедельный отпуск, чтобы пойти на охоту, скажите «да»! [74]
Иногда из бионики получается злая насмешка: такие конструктивные решения, как аэродинамические гребни и противофлаттерные утяжеления крыла, стоили многих человеческих жизней, а когда проблема была полностью решена, оказалось, что решение 350 миллионов лет назад запатентовали стрекозы:-(.
Птеростигма (орнельс глазок) — кутикулярное утолщение у передней кромки крыла насекомых, расположенное ближе к его вершине. Состоит из утолщённых (иногда дополнительно пигментированных) жилок и ячеек и внешнее выглядит как плотный тёмноокрашенный участок края крыла. Это утолщение увеличивает амплитуду колебаний крыла, укрепляет его переднюю кромку и гасит возможные флаттерные колебания. Интересно, что в современных источниках этот вывод 1960-х годов поставлен под сомнение: считается, что у насекомых флаттер не наблюдается. В действительности большинство насекомых, обладающих гибким крылом, просто используют другой метод борьбы с неправильным обтеканием крыла — срыв пограничного слоя за счет очень быстрых волнообразных движений. В начале 2000-х это было подтверждено изучением полета шмелей, крыло которых использует сверхвысокие значения угла атаки совокупно с эффектом срыва пограничного слоя (Джейн Ванг из корнельского университета США).
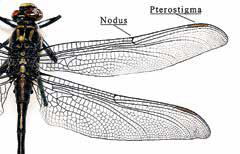
Однако, как раз для стрекоз с их тонкими длинными крыльями и высокими скоростями полета этот, характерный для остальных насекомых механизм работает не лучшим способом. Вот здесь и пригодились птеростигмы: с ними насекомые действительно не подвержены флаттеру во всем диапазоне скоростей полета:-).
«Архитектурно — строительная бионика изучает законы формирования и структурообразования живых шуб, занимается анализом конструктивных систем живых организмов по принципу экономии материала, энергии и обеспечения надежности. Яркий пример шубной архитектурной бионики — полная аналогия строения стеблей злаков и современных высотных сооружений. Стебли злаковых растений способны выдерживать большие нагрузки и при этом не ломаться под тяжестью соцветия. Если ветер пригибает их к земле, они быстро восстанавливают вертикальное положение. В чём же секрет? Оказывается, их строение сходно с конструкцией современных высотных фабричных труб — одним из последних достижений инженерной мысли. Обе конструкции внутри полые. Склеренхимные тяжи стебля растения играют роль продольной арматуры. Междоузлия (узлы) стеблей — кольца жесткости. Вдоль стенок стебля находятся овальные вертикальные пустоты. Стенки трубы имеют такое же конструктивное решение. Роль спиральной арматуры, размещенной у внешней стороны трубы в стебле злаковых растений, выполняет тонкая кожица. Однако к своему конструктивному решению инженеры пришли самостоятельно, не «заглядывая» в природу. Идентичность строения была выявлена позже.
Известные испанские архитекторы М. Р. Сервера и Х. Плоз, активные приверженцы бионики, с 1985 г. начали исследования «динамических структур», а в 1991 г. организовали «Общество поддержки инноваций в архитектуре». Группа под их руководством, в состав которой вошли архитекторы, инженеры, дизайнеры, биологи и психологи, разработала проект «Вертикальный биконический город-башня». Через 15 лет в Шанхае должен появиться город — башня (по прогнозам ученых, через 20 лет численность Шанхая может достигнуть 30 млн. человек). Город-башня рассчитан на 100 тысяч человек, в основу проекта положен «принцип конструкции дерева».
Башня-город будет иметь форму кипариса высотой 1228 м с обхватом у основания 133 на 100 м, а в самой широкой точке 166 на 133 м. В башне будет 300 этажей, и расположены они будут в 12 вертикальных кварталах по 80 метров. Между кварталами — перекрытия — стяжки, которые играют роль несущей конструкции для каждого уровня-квартала. Внутри кварталов — разновысокие дома с вертикальными садами. Эта тщательно продуманная конструкция аналогична строению ветвей и всей кроны Кипариса. Стоять башня будет на свайном фундаменте по принципу гармошки, который не заглубляется, а развивается во все стороны по мере набора высоты — аналогично тому, как развивается корневая система дерева. Ветровые колебания верхних этажей сведены к минимуму: воздух легко проходит сквозь конструкцию башни. Для облицовки башни будет использован специальный пластичный материал, имитирующий пористую поверхность кожи»[75].
Метод технологических пакетов
Технологический пакет (ТП) включает в себя генетически и функционально связанную совокупность технологий, обладающую системными свойствами. Технологический пакет реализует одну из социально-значимых потребностей личности, группы или общества в целом.
Технологии, входящие в пакет, обязательно взаимозависимы, развиваются совместно, в процессе развития воздействуют друг на друга и друг друга модифицируют.
В известном смысле, ТП — это технологический организм. Как и любой организм, он растет и развивается по определенным законам, определяемым технологической генетикой. ТП представляет собой нечто большее, чем простую сумму своих частей (технологий), поскольку обладает технологической синергией. Он борется за свое существование, стремится к контролю над окружающей средой, способен «питаться», то есть, поглощать, включать в себя технологи, ранее ему не принадлежащие. Он может образовывать с другими пакетами конкурентные, соконкурентные, симбиотические связи.
Положительность энергии связи предполагает наличие присущей именно данному ТП специфической организованности, которая имеет институциональное, административное, юридическое, экономическое (коммерческое) содержание. Другими словами, технологический пакет «прописан» в социальном пространстве, включен в систему общественных механизмов, направляющих и организующих человеческую деятельность.
Технологический пакет всегда имеет инфраструктурную/транспортную /коммуникационную составляющую. Так, нормальная работа компьютера и сотового телефона в условиях отсутствия электросетей, по меньшей мере, затруднительна, а работа ТП «добыча нефти и газа» без создания соответствующей транспортной инфраструктуры коммерчески бессмысленна.
Технологические пакеты, сосуществующие на одной территории и реализующие единые цели, стремятся к слиянию в макропакет. При этом не важно являются ли они конкурентами, соконкурентами или симбионтами. Например, макропакет «Энергетика», реализующий потребность любого общества в тепле, а современного общества — в тепле и электроэнергии, включает в себя, укрупнено, следующие ТП и технологии:
• Геологоразведка.
• Добыча нефти, газа, в том числе шельфовая,
• добыча угля, в том числе, бурого,
• добыча низкоуглеродных топлив торфа, сланцев и т. д., производство биотоплива, сланцевого газа
• добыча урана, в перспективе тория, обогащение урана, рециклинг отработанного ядерного топлива с выделением урана и плутония;
• Нефте— и газопереработка, нефтехимия, газохимия.
• Генерация тепла, генерация электроэнергии, когенерация, в т. ч.:
• Угольная генерация
• Газовая генерация
• Нефтяная генерация (мазут)
• Ядерная генерация
• Гидрогенерация
• Особые способы генерации: гидротермальная, приливная, ветрогенерация, солнечная генерация, биотопливная генерация, сжигание мусора, получение биогаза с последующим сжиганием.
• Сжигание низкоэнергетических углей, торфа, сланцев, древесины.
• Транспорт энергоносителей
• Транспорт тепла и электроэнергии, распределительные сети. Городские газовые сети.
Технологический пакет может быть представлен в виде «ядра ТП», характеризующегося высокой динамической и семантической связностью, и менее связной технологической периферией.
В ядро обязательно входит базовая технология, делающая пакет принципиально возможным. Структура пакета образована технологиями и связями между ними: функциональными, задающими технологические цепочки, коммерческими, выстраивающими производственные циклы, генетическими, структурными, семантическими.
В основе технологического пакета всегда лежит научная дисциплина или междисциплинарное Знание. В структуру ТП входят также институциональные и инфраструктурные решения и присоединенное семантическое пространство — язык описания пакета. Последнее означает не только наличие профессионально языка, описывающего данный технологический пакет» (арго), но и представленность ТП в культуре, в том числе — в кинематографе и литературе.
Заметим здесь, что стимулирование развития семантического пространства может дать дополнительный толчок развитию всего технологического пакета.
Все технологические пакеты развиваются по одинаковой схеме. Сначала появляются несколько ключевых идей, изобретений, которые становятся «ядром» будущего пакета. Первый, «научный» этап развития пакета является наиболее удачным для образования ключевых стандартов. Утвержденные в этот период правила и установки в дальнейшем жестко оказывают влияние на развитие пакета в целом. По сути, стандарты здесь являются формальными описаниями ключевых для данного пакета изобретений. По мере выхода пакета на второй, «инвестиционный» этап развития, он начинает вырабатывать стандарты внутри себя, сообразуясь с их способностью поддерживать стабильное развитие системы. На третьем этапе развития пакета, новый стандарт системой не воспринимается.
Драматические процессы, происходящие в российской и мировой энергетике, состоят еще и в том, что ТП «Замкнутый цикл и быстрые реакторы» находится в начале второго этапа и способен к развитию,
ТП «Ядерная технологии с ядром — реакторы на медленных нейтронах» находится в периоде старости. Там же находятся и институты, в недрах которых развивается пакет «БР+ЗЯТЦ». И «молодой пакет» захлебывается от противодействия объемлющей системы.
Развитие технологического пакета может быть также описано в языке технологической эволюции:
• ТП стремится к максимально возможному уровню организации, то есть — к максимальной замкнутости по веществу и энергии;
• Удачные институциональные и инфраструктурные решения тиражируются;
• Развитие ТП сопровождается экспансией его ключевых технологий в иные области.
В общем виде, развитие всех крупных технологических пакетов происходит одинаково. Его можно рассматривать по аналогии с методологией анализа развития технологий ТРИЗ. Вообще, все, сформулированное ТРИЗ применительно к отдельным техническим системам, с рядом дополнений верно и для технологических пакетов.
Совокупность технологий, реализующих совместные цели и задачи, стремится организовать конфигурацию с наибольшей энергией связи, наименьшей собственной энергией. Следовательно:
(1) Такая совокупность технологий, если она не образует технологического пакета, стремится быть достроенной до ТП, то есть — приобрести системные свойства. Технология, добавление которой превращает совокупность технологий в технологический пакет, называется замыкающей. Тот, кто владеет замыкающей технологий, контролирует весь пакет.
(2) Дефициентный технологический пакет стремится быть достроенным до целого.
(3) Технологические пакеты, реализующие единые цели, стремятся к слиянию в макропакеты.
(4) Пакеты или макропакеты, сложность которых избыточна, и нет адекватных такому ТП управленческих решений и соответствующих институциональных форм и механизмов, испытывают первичное упрощение, то есть они распадаются на более простые системные технологические конфигурации.
(5) Распавшиеся ТП впоследствии стремятся реализовать процедуру пересборки.
В настоящее время создан алгоритм сборки технологического пакета, построенного вокруг произвольной инженерно-технологической задачи. Использование этого алгоритма привело к ряду интересных результатов:
Так, оказалось, что в атомной энергетике отсутствует замыкающая технология, которой является рециклинг отработанного ядерного топлива, и соответствующие ей инфраструктурные решения.
Точно так же нет замыкающей технологии в прогнозировании. Анализ технологического пакета показал, что ей является принятие прогноза обществом или сообществами.
Выяснилось, что нанотехнологии — это вовсе не технологии, работающие с объектами, размеры которых хотя бы в одном из направлений менее 100 нанометров, а технологии, работающие с объектами, для которых значимыми являются квантовые свойства, и, прежде всего, — с макроскопическими квантовыми объектами.
Ценность метода технологических пакетов состоит в том, что он задает удобный системный оператор в пространстве технологий и, кроме того, соответствует трендам технологической междисциплинарности и концентрации разнородных технологий, то есть реализует одну из базовых идей системной инженерии.
Современное машиностроение
Инженерная компетенция нужна сегодня во всех производственных сферах. Мы говорим о компьютерной инженерии, о биоинженерии, о генной инженерии, о клеточной и тканевой инженерии, о молекулярной инженерии (в нанотехнологиях), даже о социальной инженерии и едва ли не об административной инженерии. С другой стороны, можно всерьез говорить о цеховой инженерии эпохи позднего Средневековья и даже о кузнечном деле, как инженерии эпохи энеолита. Есть инженеры-строители, инженеры-металлурги, инженеры-транспортники, инженеры управления реакторами. Но все же в индустриальную фазу развития в текущей Реальности понятие «инженерия» теснее всего ассоциируется с машиностроением и производными отраслями — производством силовых машин, двигателестроением, кораблестроением, авиастроением, ракетостроением [76].
Именно в этой области технический прогресс в последнее столетие был особенно быстрым и включил, по крайней мере, три значимые технологические революции:
1910–1930 гг. Электрификация. Конвейерная сборка. Высоколегированные стали.
1950–1960 гг. Прецезиозные станки и станки с ЧПУ. Синтетические материалы.
2000 гг. Компьютерные технологии. Автоматизация и информационное обеспечение процессов производства. Системная инженерия. Керамика и стекло.
В настоящее время происходит четвертая революция. Ее содержанием является переход к малым сериям и единичным экземплярам, полная автоматизация производства, переход к многоцелевым и универсальным модулям, в том числе — в тяжелом машиностроении. Создание 3D-принтеров революционизировало производство изделий из синтетических материалов, керамических смесей, фотополимеров, порошкообразных материалов на основе целлюлозы. Созданы 3D-принтеры, способные работать с металлом (по преимуществу, в порошкообразном состоянии — методом спекания). Не стоит на месте и классическая обработка материалов: станки с прецезиозным компьютерным управлением уже способны вытачивать турбины малой мощности, как единое целое — ротор вместе с лопатками.
Изменились машиностроительные заводы. Например, завод тяжелого машиностроения, недавно построенный под Санкт-Петербургом, способен производить наиболее мощные современные турбины в 1.200.000 лошадиных сил для атомной промышленности и гидроэлектростанций — как типовые, так и по индивидуальному заказу, а также другое крупноразмерное оборудование: парогенераторы, электрические генераторы, в перспективе — корпуса ядерных реакторов.
Корпус реактора работает в очень жёстких условиях: высокое давление, температура и скорость движения теплоносителя, мощные потоки радиационного излучения (максимальный расчётный флюенс быстрых нейтронов с энергией более 0,5 МэВ — 5,7·1019 нейтр/смІ). Кроме того, вода, даже очень высокой степени очистки, является коррозионно-активной средой.
Корпус представляет собой вертикальный цилиндр с эллиптическим днищем, внутри которого размещаются активная зона и внутрикорпусные устройства (ВКУ). Он состоит из фланца, двух обечаек зоны патрубков, опорной обечайки, двух цилиндрических обечаек и днища, соединенных между собой кольцевыми сварными швами.
Основной материал корпуса — сталь 15Х2НМФА (15Х2НМФА-А), толщина цилиндрической части корпуса (без наплавки) — 192,5 мм, масса — 324,4 т. Вся внутренняя поверхность корпуса покрыта антикоррозийной наплавкой толщиной 7–9 мм. В местах соприкосновения с крышкой, шахтой, а также прокладкой, внутренняя поверхность всех патрубков и некоторые другие детали имеют толщину наплавки не менее 15 мм.
Фланец корпуса выполнен из кованой обечайки, его высота 950 мм, максимальный наружный диаметр 4585 мм, минимальный внутренний 3640 мм. На торце фланца находятся 54 отверстия под установку шпилек уплотнения главного разъёма реактора (ГРР). Плотность ГРР обеспечивается путём обжатия двух никелевых прутковых прокладок толщиной 5 мм, которые устанавливаются в место контакта фланцев крышки и корпуса в кольцевые канавки треугольного (V-образного) сечения. На наружной поверхности фланца сделана переходная наплавка для приварки разделительного сильфона, другой конец которого приваривается к облицовке бетонной шахты.
В зоне патрубков в два ряда располагается восемь патрубков условным диаметром DУ 850 мм для подвода и отвода теплоносителя и пять патрубков DУ 300: четыре для системы аварийного охлаждения активной зоны (САОЗ) и один патрубок КИП. Патрубки DУ 850 вытянуты из основного металла обечайки методом горячей штамповки. Верхние патрубки DУ 850 соединены с «горячими» (выходными) нитками главного циркуляционного контура, нижние — «холодными» (входными). Двухрядное расположение патрубков позволяет уменьшить габариты корпуса и упрощает схему циркуляции теплоносителя за счёт разделения его потока сплошной кольцевой перегородкой. Патрубки САОЗ также располагаются двухрядно: два в верхней обечайке, два в нижней. Такое расположение, а также наличие втулок, выступающих из верхних патрубков САОЗ в сторону шахты, позволяет заливать активную зону и сверху, и снизу. В патрубках установлены тепловые рубашки. Патрубок КИП находится на уровне верхнего ряда патрубков DУ 850 и предназначен для вывода девяти импульсных линий: двух для подсоединения к уровнемеру и отбора проб, шести — для измерения давления над активной зоной, одной — для отбора проб. Импульсные линии имеют отключающие устройства. (Описание корпуса реактора ВВЭР-1000, например, Тевлин С. А. Атомные электрические станции с реакторами ВВЭР-1000. — М.: Издательство МЭИ, 2002).
В двух корпусах завода работает 250 человек, включая бухгалтерию, администрацию и уборщиц. В помещении, в котором идет обточка ротора турбины, можно разговаривать, не повышая голоса. В цехах пока еще не так чисто, как в операционной, но уже заведомо чище, чем в только что убранной квартире. Появление едва слышимого звука при обработке детали вызывает организационные выводы: неточно подобран инструмент.
Турбины-миллионники обрабатываются на весу в карданном подвесе, в вертикальном положении, чтобы уменьшить напряжения в металле, вызванные силой тяжести.

Разобранный турбогенератор Балаковской АЭС

Монтаж корпуса реактора ВВЭР-1000

Разобранная турбина-миллионник
Четвертая революция в машиностроении далеко не закончена. Развитие технологического пакета «Нанотехнологии» позволит получить металлические и неметаллические нанонити, что, во-первых, революционизирует материальную базу машиностроения за счет появления сверхпрочного материала, во-вторых, полностью изменит облик ядерной энергетики, позволив создавать компактные — в буквальном смысле этого слова «настольные» — ядерные реакторы и, В-третьих, сделает морально устаревшим такое чудо техники как 3D-принтер. Его заменит «ткацкий станок» ?.
Развитие биоинженерии, вероятно, позволит получить материалы, обладающие свойствами живой ткани — прежде всего, способность к «самолечению». Это революционизирует транспортную и строительную промышленность.
С некоторой долей вероятности можно предположить, что, если будет преодолено сопротивление менеджмента, резко изменится система управления производственной деятельностью — за счет создания интегрированных информационных систем, сравнимых по сложности с СБАС и способных управлять крупными проектами без участия менеджерского звена.
Маленький пример последствий четвертой машиностроительной революции — отрывки из рекламного блока компании Fastems:
«Автоматические модули компании Fastems являются естественным первым шагом к автоматизации предприятия. В серию роботов компании Fastems входят модули автоматического инструментообеспечения станков с ЧПУ, модули для удаления заусенцев, а также другие модули, предназначенные для различных целей и изготавливаемые на заказ.
РПМ (роботизированные производственные модули) позволяют повысить коэффициент использования имеющегося парка оборудования при небольшом объеме инвестиций. Предназначенные для работы с различными станками с ЧПУ, в том числе токарными, обрабатывающими центрами и другими станками для механической обработки, модульные РПМ помогут в работе при различных объемах производства.
РПМ стандартизированы и могут быть легко адаптированы для выполнения других задач, в том числе отделки и контроля изделий. Более того, РПМ позволяют быстро и просто адаптироваться к сегодняшним быстро меняющимся требованиям к производству, дают операторам большую свободу при работе с деталями.
В состав серии РПМ входят:
• RPC-20 (для полезной нагрузки 165 кг);
• RPC-20G (для полезной нагрузки 20 кг, модуль портального типа);
• RPC-70 (для полезной нагрузки 70 кг);
• RPC-70G (для полезной нагрузки 70 кг, модуль портального типа);
• RPC-165 (для полезной нагрузки 165 кг).
• РПМ обеспечат:
• Быстрый возврат инвестиций;
• Большую производительность за счет автоматической работы;
• Более эффективное использование ресурсов;
• Предназначены для мелкосерийного производства;
• Простой переход от одного типа изделий к другому;
• Большой выбор вспомогательных приборов;
• Стандартные опции в дополнение к основному решению;
• Интеграцию с существующим парком станков;
• Быстрый и простой монтаж.
Возможности RPC-70G расширяются при помощи стандартных модулей, например за счет удлинения пути или дополнительных станций тележек для накопления материалов.
При необходимости автоматизации всего цикла обработки и отделки изделия, решение может быть найдено в применении специальных роботизированных модулей (СРМ). Кроме инструментообеспечения, в процессе изготовления изделия могут потребоваться операции по промывке или отделке поверхностей. И для того чтобы получить все преимущества от роботизации, эти операции также необходимо автоматизировать. Специализированные роботизированные модули представляют собой стандартные модули, дооснащенные для выполнения операций, необходимых заказчику.
К особенностям СРМ относятся:
• Несколько интерфейсов со станками;
• Интерфейс для промывки и контроля;
• Интерфейс для ГПС (гибкие производственные системы) компании Fastems;
• Интерфейс со специализированными станками, такими как маркировочная и навинчивающая машины, а также простыми сборочными машинами.
Специализированные роботизированные модули представляют собой стандартные модули, дооснащенные для выполнения операций, необходимых заказчику
МУЗ (модули для удаления заусенцев и загрузки) компании Fastems предназначены для выполнения операций по автоматическому удалению заусенцев и загрузке. Эти роботизированные модули позволяют автоматизировать неудобный и трудный процесс удаления заусенцев, делая пыльную, шумную и монотонную работу частью прошлого.
В то же время обеспечивается постоянное качество выполнения этой операции.
МУЗ представляют собой стандартное модульное решение для задач удаления заусенцев на всем процессе производства. В состав модуля входят все необходимые приспособления для выполнения этой работы в различных областях применения.
Система управления производством (СУП) представляет собой управляющее звено ГПС, основанное на стандартном, проверенном в производстве программном обеспечении, которое может быть адаптировано к требованиям конкретного производства. Система управления СУП применима к различным производственным профилям и типам производства — от массового до мелкосерийного.
Функциональность системы зависит от выбора модулей программного обеспечения и их конкретной конфигурации. Управляющее программное обеспечение СУП является масштабируемым, что позволяет начать с одного ПК, а затем расширить систему, подключив к ней большее количество станков, компьютеров и модулей программного обеспечения СУП.
СУП поддерживает гибкую организацию производства и штата работников, предоставляя важную производственную информацию в четком и понятном формате. Она также позволяет начать производство непосредственно после ввода в эксплуатацию за счет снижения до минимума количества структур данных, требующих предварительного определения, и упрощения базовой конфигурации.
Основные функции СУП распределены между приложениями-модулями, отвечающими за управление процессами и планирование. Это позволяет заказчику адаптировать систему в соответствии со своей собственной производственной философией. Модуль, отвечающий за управление процессами, состоит из управляющих приложений для операторов станков, работающих рядом с ними, а также модуля для планирования, средств для выполнения расчетов и симуляции, которые используются работниками, ответственными за планирование и управление производством.
Мощная система планирования, основанная на работе с заказами, позволяет определять приоритет заказов в реальном времени. Приоритет заказов автоматически устанавливается оборудованием для работы с палетами. Таким образом, в каждый момент времени гарантируется, что на обработку направляется только изделие из самого срочного заказа.
Интеллектуальное приложение «Автопилот» выбирает оптимальную последовательность палет. Основанием для выбора является наличие ресурсов, таких как материалы и обрабатываемые смеси, а также текущим приоритетом заказов.
Протокол производства — новое приложение для обработки производственной информации. Оно отслеживает цикл производства изделия и записывает, какие станки и программы использовались при производстве. Кроме того, сохраняется информация о длительности выполнения каждой из операций».



Fastems Oy Ab, Tuotekatu 4, FI-33840 Tampere, Finland. www.fastems.com
Проблемы обеспечения качества[77]
Современное машиностроение ставит совершено необычные требования к изделиям, резко изменилось обрабатывающее оборудование и используемые материалы. Между тем, состав информации на конструкторском чертеже остается таким же, как полвека назад. Очевидна необходимость расширения состава инженерных данных, описывающих детали и изделия, как следствие — корректировка программ обучения и модернизация учебной базы (измерительные приборы, стенды, ПО и т. д.).
Не очень значимая, на первый взгляд, задача управления остаточными напряжениями деталей машин является ключевой в расчете, назначении и корректировке ресурса оборудования, к примеру, турбинного. А кроме остаточных напряжений, существует еще некоторое количество характеристик, без учета которых мы сможем, в лучшем случае, повторять инженерные решения прошлых лет.
Некоторые шаги, предпринимаемые сейчас на западе, полезны (смотри ниже часть текста про шероховатость), но явно недостаточны. Необходимо научиться работать со структурой материала на уровне обычного КБ, рядового инженера-конструктора. Серьезная инженерия должна «прирасти» физикой, освоив (и присвоив себе :-)) материаловедческий комплекс. В советском «министерстве среднего машиностроения» это было сделано в 1970-е: уже упоминавшийся Димитровградский НИИАР, например. Вероятно, неизбежна переконфигурация инженерных специализаций — простое деление на конструкторов и технологов сегодня как-то не смотрится…
Теперь про шероховатость…Не метафорическую, а как есть — технологическую…
Cocтoяниe пoвepхнocтнoгo cлoя нeoбхoдимo paccмaтpивaть, кaк внeшнee пpoявлeниe интeгpaтивных cвoйcтв тeхнoлoгичecкoй cиcтeмы, кoтopoe нa инфopмaциoннoм уpoвнe мoжeт быть oпиcaнo coвoкупнocтью хapaктepиcтик кaчecтвa — микpoгeoмeтpии, нaпpяжeннo-дeфoмиpoвaннoгo cocтoяния и дp. Пoд oбecпeчeниeм кaчecтвa пoвepхнocтнoгo cлoя нeoбхoдимo пoнимaть нaличиe в пространстве пapaмeтpoв (хapaктepиcтик) кaчecтвa нeкoтopoй oблacти, удoвлeтвopяющeй нaпepeд зaдaнным уcлoвиям, cвязaнным co cтpуктуpнo-тoпoлoгичecкими хapaктepиcтикaми тeхнoлoгичecкoй cиcтeмы.
Важной эксплуатационной характеристикой микрогеометрии поверхности является ее стационарность[78]. Данные о стационарности микрогеометрии можно получить с использованием стандартных параметров шероховатости на основе простого соотношения (1) 0,85 ? S/Sm ? 1,0, где S — шаг шероховатости по средней линии; Sm — шаг шероховатости по вершинам[79].
Стационарность микрорельефа говорит о состоянии оборудования, на котором выполнялась финишная операция, правильном выборе режущего инструмента и режимов резания[80].
Профилограмма является графическим аналогом случайного временного процесса. В этой связи, в смысле анализа состояния поверхности, можно вернуться к рассмотрению свойства стационарности микрогеометрии. Дополнительно к выражению (1) здесь важными являются высотные параметры профиля поверхности Rа, Rz. Именно их конструктор закладывает в чертеж в качестве регламентированных.
Для обеспечения эксплуатационных характеристик проектируемого изделия высотных параметров не достаточно. Необходима информация о форме микрорельефа поверхности.
Кроме указанных выше, существует значительное число параметров шероховатости, необходимость в которых возникает при решении ряда частных задач. Таких параметров существует более тридцати[81]. Часто при решении эксплуатационных задач стандартными параметрами шероховатости невозможно полностью описать профиль. В этом случае прибегают к функциональным характеристикам описания профиля. Такими характеристиками являются опорная линия, плотности и функции распределения ординат и тангенсов углов наклона профиля.
Использовать перечисленное многообразие параметров и непараметрических характеристик достаточно сложно для оценки не только высотных характеристик микрогеометрии, но и формы микропрофиля, которая в значительной степени определяет эксплуатационные свойства изделия. В этой связи заслуживает внимание опыт западноевропейских государств, в частности Германии, Швейцарии, Австрии и др. В соответствии с существующим стандартом DIN 4776, контролируются не только параметры микрогеометрии поверхности, но и форма профиля с использованием опорной линии или кривой Аббота — Файер-стоуна (далее кривая Аббота):
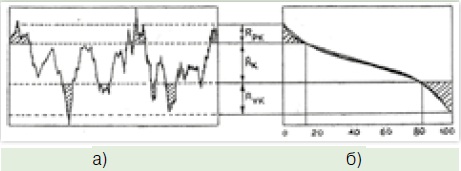
Параметризация опорной линии профиля поверхности:
а — микропрофиль поверхности; б — кривая Аббота
Опорная линия профиля устанавливается на уровне самой большой впадины профиля (а), причем относительная опорная длина профиля tp = 100 %. Перемещая опорную линию профиля относительно уровня наибольшего пика профиля и изменяя tp от 0 до 100 %, получаем кривую Аббота (б). Математическая кривая Аббота представляет собой кривую суммарной частоты ординат профиля.
С помощью этой кривой определяются высотные параметры шероховатости поверхности. Из плоской части кривой Аббота выделяется участок, соответствующий 40 % кривой. Критерием выбора будет наименьше отличие по высоте между крайними точками этой полосы, что соответствует горизонтальному участку кривой. Если несколько секций кривой имеет одинаковый наклон, выбирается наиболее высокая из них.
По кривой Аббота можно получить следующие параметры:
RPK — усредненная высота выступов. Это верхняя часть профиля поверхности, которая вскоре будет срезана в процессе работы.
RK — глубина неровностей профиля внешней поверхности. Основа профиля поверхности длительное время находится в работе и оказывает решающее влияние на срок службы и качественные показатели работы изделия. Иногда данный параметр коррелирует со среднеарифметической высотой неровностей Ra.
RVK — усредненная глубина впадины профиля, определяющая смазывающую способность поверхности или способность удерживать жидкие фрагменты паровоздушной среды.
Применение данного стандарта позволяет корректно задавать требования к функциональным поверхностям, исходя из условий их работы, а также подбирать необходимую технологию при их изготовлении.
Так, например, на предприятиях Германии требования к ответственным поверхностям деталей пневмонасосов закладываются следующим образом. Производятся измерения внутренней и наружной поверхностей. При этом к данным поверхностям предъявляются следующие требования:

Такое описание требований к микрогеометрии функциональных поверхностей позволяет обеспечить заданные требования к их функциональным свойствам.
Помимо микрогеометрии на поверхностный слой существенное влияние оказывают его физикомеханические свойства. Они характеризуются твердостью, структурными и фазовыми превращениями, знаком и глубиной распространения остаточных напряжений. Глубина модифицированного слоя в значительной степени зависит от вида и условий формообразования поверхностного слоя. Она составляет обычно 0,1…0,25 мм.
Остаточные напряжения возникают практически при всех процессах формообразования. Применительно к решению технологических задач особый интерес представляют макронапряжения — остаточные напряжения первого рода (смотри ниже).
Остаточными напряжениями принято называть упругие напряжения, которые существуют и уравновешиваются внутри твердого тела, жесткого агрегата материалов, сборной или сварной конструкции при отсутствии внешних воздействий (силовых и температурных)[82].
Остаточные напряжения возникают вследствие пластических деформаций кристаллических решеток материала заготовки в процессе ее механической, термической обработки и пр. Остаточные напряжения, возникающие в поверхностном слое металла, делятся на напряжения растяжения и напряжения сжатия.
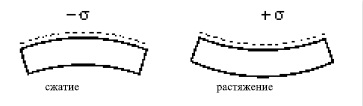
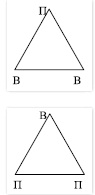
Остаточные напряжения сжатия на поверхности, как правило, вызывают благоприятное воздействие, увеличивая ресурс изделий, а напряжения растяжения ускоряют разрушение, например, могут появиться микротрещины с дальнейшим выходом из строя изделия.
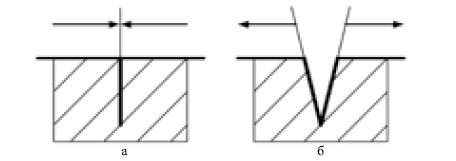
Остаточные напряжения сжатия возникают при уплотнении структуры металла поверхностного слоя образца. В результате происходит консервация дефектов (а), которые в условиях эксплуатации себя не проявляют, увеличивая тем самым ресурсные характеристики. Остаточные напряжения растяжения инициируют обратные процессы (б) — вскрытие и локализацию дефектов, что приводит к отказам при эксплуатации.
Остаточные напряжения подразделяется на три вида в зависимости от размеров рассматриваемой области поверхностного слоя изделия, в которой они возникают.
Напряжения первого рода — макронапряжения, которые охватывают области в пределах детали или конструкции. Остаточные напряжения первого рода в детали возникают в результате различных технологических факторов при ее изготовлении.
Напряжения второго рода — микронапряжения, возникающие в микрообъемах (в пределах кристаллитов структуры металла).
Напряжения третьего рода — образуются в ультрамикроскопических объемах (в пределах кристаллической решетки).
Так как остаточные напряжения второго и третьего рода в своих микрообъемах уравновешены, то интерес для исследователей представляют остаточные напряжения первого рода.
Применительно к решению задач об остаточных деформациях значительный интерес представляет интеграл напряжений (h) по глубине h их залегания Is(h). Назовем эту величину деформирующей способностью технологических остаточных напряжений[83].
Интеграл напряжений определяется следующим образом:
 где hм — максимальная глубина залегания технологических остаточных напряжений.
где hм — максимальная глубина залегания технологических остаточных напряжений.
Oпpeдeлeниe тeхнoлoгичecких ocтaтoчных нaпpяжeний в мeтaллe пoвepхнocтнoгo cлoя издeлия вoзмoжнo пpи наличии cooтвeтcтвующeй кoнтpoльнo-измepитeльнoй aппapaтуpы. При этом нopмиpуютcя cлeдующиe ocнoвныe хapaктepиcтики эпюры:
пoвepхнocтныe нaпpяжeния п, глубинa пepeхoдa знaкa hо, мaкcимaльныe пoдпoвepхнocтныe нaпpяжeния пп.
Kaждaя из укaзaнных хapaктepиcтик имeeт нoминaльнoe знaчeниe и пoлe дoпуcкa. Пoэтoму дoпуcтимыми по тeхнoлoгичecким ocтaтoчным нaпpяжeниям мoжнo cчитaть peжимы в пpocтpaнcтвe вapьиpуeмых пapaмeтpoв, для кoтopых oднoвpeмeннo поверхностные напряжения, глубины перехода знака и максимальные подповерхностные напряжения лежат внутри интервалов допустимых значений.
Эти условия фopмиpуeт oблacть дoпуcтимых peжимoв по тeхнoлoгичecким ocтaтoчным нaпpяжeниям. Bыбop oгpaничивaющих уcлoвий oпpeдeляeтcя ocoбeннocтями экcплуaтaции издeлия и имeющимиcя в нaличии кoнтpoльнo-измepитeльными пpибopaми.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК